


1500W激光切割机喷嘴如何选择?不同板材喷嘴型号、孔径选择经验分享
问题解答
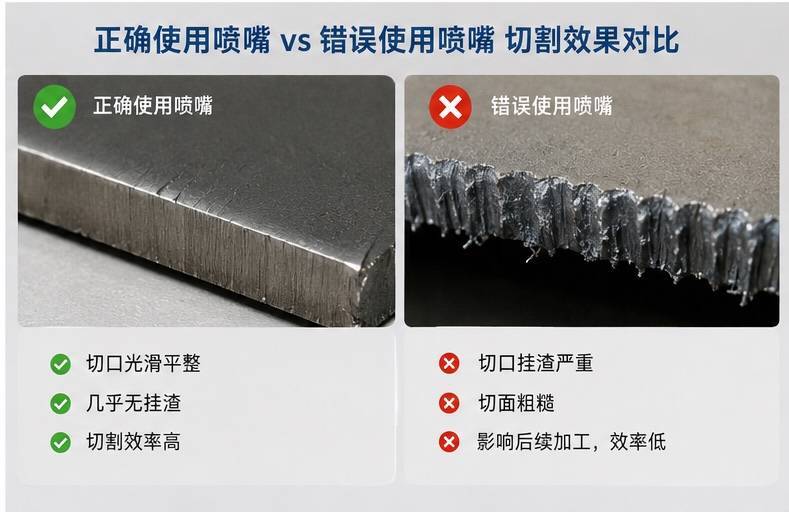
最近有客户咨询:“同样都是1500W激光切割机,为什么别人切出来的断面很漂亮,而我的机器总是挂渣、切口发黄、喷嘴还特别容易坏?”
其实现场看过设备以后,大部分问题都不是激光器的问题,而是喷嘴没有选对。
这些年做售后,经常碰到客户为了省几十块钱,随便买一个喷嘴装上去,结果切割质量越来越差,还怀疑设备性能下降。实际上,一支合适的喷嘴,对1500W激光切割机来说,比很多人想象得更重要。
今天就结合这些年接触过的大量客户案例,聊聊1500W激光切割机喷嘴到底应该怎么选。

为什么喷嘴选择这么重要?
很多刚接触激光切割机的人认为,喷嘴只是一个不起眼的小零件。
实际上,它承担着几个重要作用:
控制辅助气体流向;
保证激光束同轴输出;
影响切口宽度;
决定挂渣多少;
影响切割速度;
保护激光切割头。
根据我们售后接触的客户情况,同样一台1500W设备,仅仅更换合适的喷嘴,很多客户的切割速度就提高了10%~20%,底部挂渣明显减少。
1500W激光切割机常用喷嘴怎么选择?
很多客户最容易纠结的,就是到底选单层还是双层。
实际上,可以按照加工材料来判断。
一、切割碳钢
如果使用氧气切割碳钢,一般建议:
单层喷嘴
孔径1.0mm~1.2mm
切割薄板(1~3mm)
建议使用1.0mm。
切割4~8mm
建议使用1.2mm。
这样氧气流束比较集中,燃烧稳定,切口更加整齐。
二、切割不锈钢
如果使用高压空气或者氮气切割不锈钢。
一般建议:
双层喷嘴
孔径1.2mm~1.5mm
因为双层喷嘴能够让气流更加均匀,高压空气扩散效果更好。
实际切割测试发现,不少客户把单层喷嘴直接用于空气切割,结果容易出现切口发黄、挂渣增加。
三、切割铝板
铝板反光率高。
通常建议:
双层喷嘴
1.2mm左右
不要盲目加大孔径。
孔径过大会导致气流紊乱,反而影响切割质量。
喷嘴孔径是不是越大越好?
这是很多新用户最容易踩的坑。
不少客户觉得:
“孔越大,气流越大,切得越快。”
其实正好相反。
这些年维修过程中发现:
孔径过大容易出现:
气流发散
能量密度下降
底部挂渣增加
切口变宽
边缘粗糙
而孔径过小又容易:
气压不足
熔渣吹不掉
切不透
喷嘴容易发热
所以喷嘴一定要根据材料厚度来选择,而不是越大越好。
实际工作中最容易出现哪些问题?

根据这些年的售后经验,客户最常见的问题主要有以下几种。
① 喷嘴撞歪了继续使用
很多客户切割过程中发生碰撞。
喷嘴已经偏心。
肉眼几乎看不出来。
但是激光束已经无法完全同轴。
结果就是:
一边光滑
一边挂渣
切口越来越斜
建议发生碰撞以后,最好立即检查喷嘴同心度。
② 喷嘴表面有熔渣
很多人觉得擦一下还能继续用。
实际上,如果喷嘴口已经变形,再继续使用,很容易造成:
割嘴发热
聚焦异常
陶瓷环损坏
几十块钱的喷嘴,最后可能导致几百甚至上千元维修费用。
③ 买最便宜的喷嘴
这是售后最常见的问题。
外观看起来一样。
实际上:
铜材纯度不同;
电镀质量不同;
孔径精度不同;
同轴误差不同。
价格差十几块钱。
使用寿命可能相差三四倍。
成本分析
很多客户觉得喷嘴属于耗材,可以随便买。
实际上真正算下来,并不是这样。
举个例子:
如果因为喷嘴精度不好:
每天返工2张板;
每张板浪费几十元;
一个月下来就是上千元。
相比之下,一支品质稳定的喷嘴反而更省钱。
根据苏州兆展数控科技有限公司售后统计,很多客户更换品质稳定、同轴度好的喷嘴以后,返工率明显下降,耗材更换频率也降低了不少。
不同行业应该怎么选择?
钣金加工
优先保证切口质量。
建议选择精度高、孔径稳定的喷嘴。
广告字加工
材料薄。
建议使用较小孔径,提高切口精细度。
钢结构加工
厚板较多。
建议根据板厚及时更换喷嘴,不要一支喷嘴一直使用。
批量生产企业
建议建立耗材管理制度。
不要等切割质量下降以后才更换喷嘴。
提前预防,反而更节约成本。
采购喷嘴时需要注意什么?
很多客户购买喷嘴时,只问一句:
“是不是1500W能用?”
其实远远不够。
还需要确认:
切割头品牌是否一致;
喷嘴螺纹规格是否匹配;
单层还是双层;
孔径大小;
使用空气、氧气还是氮气;
日常加工材料厚度。
这些信息确认以后,再购买喷嘴,基本不会买错。
如果同时使用不同品牌的激光切割机或者数控切割机,更建议将喷嘴分类存放,避免现场混装。
我的建议
从这些年的使用经验来看,1500W激光切割机并不需要追求价格最高的喷嘴,也不要一味购买最便宜的产品。
真正适合自己的喷嘴,应该满足三个条件:
同轴精度稳定;
与切割工艺匹配;
与设备切割头完全兼容。
前段时间,兆展数控接触过一家机械加工企业,设备一直认为是激光功率不足,后来现场检查发现,仅仅更换了正确规格的双层喷嘴,并重新调整同轴,切割质量就恢复到了正常水平,避免了不必要的设备改造费用。
对于已经同时配备等离子切割机和激光切割机的企业,更建议建立统一的耗材管理制度,不同设备分别管理、定期检查,这样后期维护会轻松很多。
总结
喷嘴虽然只是1500W激光切割机上的一个小耗材,但它直接影响切割质量、加工效率和后期使用成本。
很多切割问题,并不是设备性能不足,而是喷嘴型号、孔径、同轴度没有选择正确。
采购时不要只看价格,更应该结合材料、板厚、辅助气体以及实际加工工况综合判断。只有喷嘴、工艺参数和设备状态相互匹配,才能真正发挥1500W激光切割机的加工能力。
推荐阅读(文章内链)
《1500W激光切割机能切多厚?》——了解不同材料的实际切割能力及厚度范围。
《1500W激光切割机空气割0.2不锈钢板用多大的喷嘴?》——详细讲解空气切割喷嘴孔径与工艺参数选择。
《1500W激光切割机常见故障?》——汇总日常使用中最容易遇到的故障及排查方法。
作者:兆展数控技术团队
从事数控切割设备、激光切割设备、等离子切割设备技术服务15年以上。
长期为钢结构、机械制造、钣金加工企业提供设备选型、工艺优化及售后技术支持。如果对本文章有任何不懂的,或者需要购买我司激光切割机、等离子切割机等金属切割设备,均可直接联系在线客服,我们将提供一对一技术答疑、设备选型、现场调试及售后维保一站式服务。